

アローズでは、鉛の代替製品としてタングステン合金であるヘビーメタルを取り扱っておりますが、柔軟性や加工性が比較的悪いヘビーメタル以外で、鉛の代替製品として樹脂タングステンはいかがでしょうか。鉛と同等の密度、放射線遮蔽能力を有しておりながら、柔軟性や容易な加工性を有しています。シートやホース、パイプなど、お客様のご要望に応じたさまざまな形状をご用意致します。
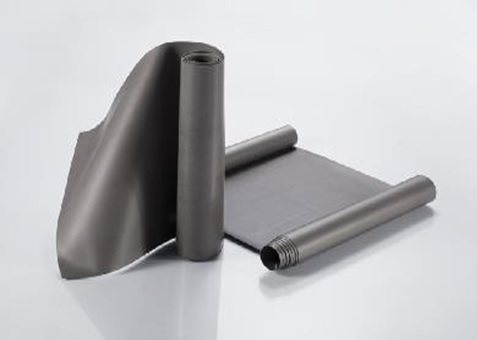



樹脂タングステン シート
| 標準タイプ | 高強度タイプ | 軽量タイプ | 高弾性タイプ | 効率的タイプ | |
| 密度(g/cm³) | 6.25 | 6.25 | 4.6 | 4.2 | 11.6 |
| 引っ張り強度(Mpa) | 8.7 | 13.4 | 8.1 | 13.6 | 5.9 |
| 300%伸び力(Mpa) | 4.5 | 8.5 | 3.5 | 4.2 | — |
| 伸び率(%) | 540 | 590 | 600 | 650 | 25 |
| 引っ張り強度(kN/m) | 21 | 51 | 34 | 28 | 18 |
| 硬度(A) | 55 | 68 | 60 | 63 | 95 |
| 重量(Kg/㎡) | 6.25 | 6.25 | 4.6 | 4.2 | 11.6 |
| 鉛相当量(mmPb/mm) | 0.5 | 0.58 | 0.55 | 0.37 | 1.15 |
| 長さ(m) | 0~20 | ||||
| 広さ(mm) | 1~1200 | ||||
| 厚さ(mm) | 0.5~5 | ||||
樹脂タングステン ホース
| 密度 | g/cm³ | ≤11.0 |
| 外径 | mm/td> | 3~20 |
| 成分 | まずはご相談下さい | |
| 粒径 | まずはご相談下さい | |
樹脂タングステン 原子力遮蔽用手袋
樹脂タングステン 原子力遮蔽用パイプ
